题记:
问:
大家好!咨询个问题,关于双相不锈钢焊接的,介质侧应先焊。和奥氏体不锈钢焊接刚好相反。这条规定在哪?我看见过,但忘了在哪。
答:
部分现行理论所推荐的奥氏体钢和双相钢的焊接顺序刚好是相反的,其机理不同,奥氏体钢倾向于避免多次加热,双相钢倾向于控制相比例。
摘要:
正文:
首先关于“关于双相不锈钢焊接的,介质侧应先焊。和奥氏体不锈钢焊接刚好相反”的标准条款提供参考如下:
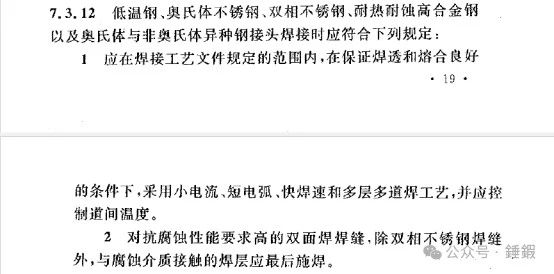
截图来自《GB 50236-2011 现场设备、工业管道焊接工程施工规范》
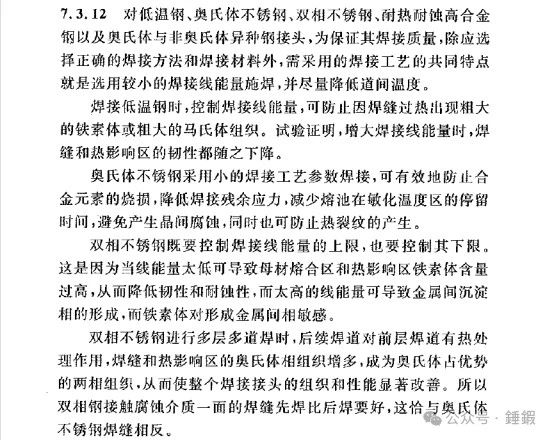
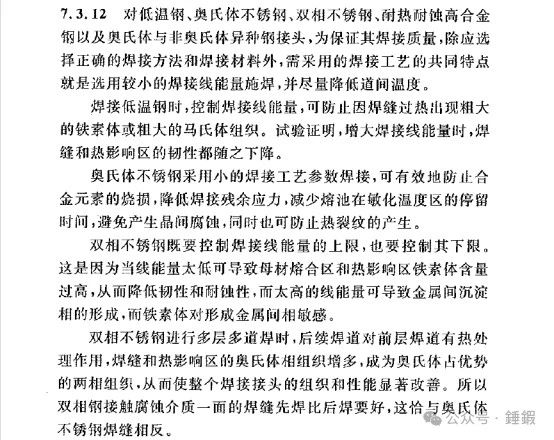
截图来自《GB 50236-2011 现场设备、工业管道焊接工程施工规范》条文说明
先简而言之:
接下来描述机理,双相钢的焊接凝固过程为FA模式,即铁素体-奥氏体的凝固模式,高温态首先生成铁素体,而后部分转化成奥氏体。这种条件下先焊接的A侧“有可能”铁素体含量较高(请一定注意,是有可能,不是必然的,这与层温,降温,等等条件有关),而经过后焊接的B侧焊接的热过程,A侧金属理论上能够进一步的相变,即已经完成固态相变的A侧接头中的一部分铁素体转变成奥氏体,即调整了A侧的相比例。最后,我们举一个非常非常不靠边的例子,当然了,这么做仅仅是为了好理解,而无任何指向性,请勿进行延伸,如,高觉悟人群群众VS普通群众,的比例,等:100位高中生分文理科。口头申报期间30位报了文科,70位报了理科,即文理分班(相比例)30%-70%。这样的话似乎有点失衡,后经过教务处的动员和文科班女同学的动员会,最终填报的时候有20位原计划报理科的男同学转而报了文科,即文理分班(相比例)50%-50%。
来自教授对“简而言之”的补充:
我来补充一下荒城老师的解释,对于奥氏体不锈钢来说,最大的用途就是耐腐蚀,也就是奥氏体不锈钢的最基本的特性。但是,不锈钢耐腐蚀是有条件的,就是必须保证12.5%的自由的Cr存在于基体中,如果生产Cr的化合物的话,不锈钢就不耐腐蚀了。还有就是如果生产Cr的化合物比较脆的相,容易脆化,不仅不耐腐蚀而且还很脆,容易启裂形成微裂纹,就是常说的475℃脆化,赛格玛相脆化等。现在来看为什么奥氏体焊缝为什么在接触介质的地方要后焊接,如果先焊接的话,后续焊接高温会促使Cr的化合物形成,而且由于后焊接的道数和层数越多,使接触介质的焊缝在400~700甚至更高的温度区间停留时间更长,更容易形成Cr的化合物及脆性相,因此对抗腐蚀不利。奥氏体不锈钢抗腐蚀性好,但是强度低,因此,用双相组织,即奥氏体+铁素体(高温δ铁素体),不仅抗腐蚀,强度也高,一般比例在每个相的比例在40-60,抗腐蚀性和强度能达到较好的组合。这时候如果因为焊接的关系使比例失调,就不善了。至于先焊还是后焊,其基本原理和奥氏体不锈钢是相类似的,具体做法可以参考荒城老师的那么长一段文字。
关于理论的进一步描述:
实际上无论是第一代双相不锈钢还是第三代双相不锈钢,其从液相凝固开始时候全部都是完全的铁素体组织,该组织保留至铁素体溶解曲线的温度之后随着温度的进一步下降而有部分铁素体向奥氏体转变,直至形成奥氏体-铁素体的双相组织。至于“关于双相不锈钢焊接的,介质侧应先焊。和奥氏体不锈钢焊接刚好相反”的条款意义可以参考多层多道焊的理论。后续焊道对前序焊道有着热处理的作用,这与碳钢焊接或者奥氏体不锈钢焊接相同,而专对于双相不锈钢而言,多道焊的热处理作用可使焊缝中的铁素体继续向奥氏体进行转变,最终达到预期两相比例组织的目的。除了焊缝金属之外,也可对热影响区的相比组织产生一定作用,从而改善整个焊接接头的性能。再将此理论带入“关于双相不锈钢焊接的,介质侧应先焊。和奥氏体不锈钢焊接刚好相反”的话题就容易理解一些,即:介质侧先焊接,随后焊接反面,则后续的反面焊道对先焊接的介质侧焊道进行了热处理,起到改善组织和进一步而言的提高耐腐蚀的目的。除此以外,也有“工艺焊缝”的技术理论,即:焊接结束后,在完成的表面焊层之上再焊接一层工艺焊缝,其逻辑与上述“热处理”理论相同,随后将工艺焊缝加工去除。当处于一些原因保留工艺焊缝的情况下,则尽可能将此工艺焊缝出于不接触介质的一侧。对于“关于双相不锈钢焊接的,介质侧应先焊。和奥氏体不锈钢焊接刚好相反”的理论优点描述之外,关于此焊接技术也同时存在一些客观问题。例如,二次奥氏体的析出问题。对于现已成熟运用于一些严苛工况的高含氮量的超级双相不锈钢而言,多层多道焊或来自反面的焊缝可能会起到反作用。同时与上述的后续焊道对前序焊道的热处理作用,在多层多道焊时,由于后续焊道的再次加热,其部分铁素体会转变成细小分散的二次奥氏体,其铬,钼,和氮含量都低于一次奥氏体,其中以氮的变化尤为显著。该组织与氮化物析出显示出类似的影响,即降低耐腐蚀性,尤其是表面析出的影响,这在后序焊道的线能量远高于前序焊道的情况下尤为显著。这也说明了在多层多道焊时,焊接参数的重要性,尤其是与介质接触一侧焊缝与相邻焊道之间的线能量对比关系。
作者夜半梦醒,对酒当歌入梦来,瞎说型举例描述:
于是姜维引兵五万,望枹罕进发。兵至洮水,守边军士报知雍州刺史王经、征西将军陈泰。王经先起马步兵七万来迎。姜维分付张翼如此如此,又分付夏侯霸如此如此:二人领计去了;维乃自引大军背洮水列阵。王经引数员牙将出而问曰:“魏与吴、蜀,已成鼎足之势;汝累次入寇,何也?”维曰:“司马师无故废主,邻邦理宜问罪,何况仇敌之国乎?”经回顾张明、花永、刘达、朱芳四将曰:“蜀兵背水为阵。败则皆没于水矣。姜维骁勇,汝四将可战之。彼若退动,便可追击。”四将分左右而出,来战姜维。维略战数合,拨回马望本阵中便走。王经大驱士马,一齐赶来。维引兵望着洮水而走;将次近水,大呼将士曰:“事急矣!诸将何不努力!”众将一齐奋力杀回,魏兵大败。张翼、夏侯霸抄在魏兵之后,分两路杀来,把魏兵困在垓心。维奋武扬威,杀入魏军之中,左冲右突,魏兵大乱,自相践踏,死者大半,逼入洮水者无数,斩首万余,垒尸数里。王经引败兵百骑,奋力杀出,径往狄道城而走;奔入城中,闭门保守。
姜维大获全功,犒军已毕,便欲进兵攻打狄道城。张翼谏曰:“将军功绩已成,威声大震,可以止矣。今若前进,倘不如意,正如‘画蛇添足’也。”维曰:“不然。向者兵败,尚欲进取,纵横中原;今日洮水一战,魏人胆裂,吾料狄道唾手可得。汝勿自堕其志也。”张翼再三劝谏,维不从,遂勒兵来取狄道城。却说雍州征西将军陈泰,正欲起兵与王经报兵败之仇,忽兖州刺史邓艾引兵到。泰接着,礼毕,艾曰:“今奉大将军之命,特来助将军破敌。”泰问计于邓艾,艾曰:“洮水得胜,若招羌人之众,东争关陇,传檄四郡:此吾兵之大患也。今彼不思如此,却图狄道城;其城垣坚固,急切难攻,空劳兵费力耳。吾今陈兵于项岭,然后进兵击之,蜀兵必败矣。”陈泰曰:“真妙论也!”遂先拨二十队兵,每队五十人,尽带旌旗、鼓角、烽火之类,日伏夜行,去狄道城东南高山深谷之中埋伏;只待兵来,一齐鸣鼓吹角为应,夜则举火放炮以惊之。调度已毕,专候蜀兵到来。于是陈泰、邓艾,各引二万兵相继而进。却说姜维围住狄道城,令兵八面攻之,连攻数日不下,心中郁闷,无计可施。是日黄昏时分,忽三五次流星马报说:“有两路兵来,旗上明书大字:一路是征西将军陈泰,一路是兖州刺史邓艾。”维大惊,遂请夏侯霸商议。霸曰:“吾向尝为将军言:邓艾自幼深明兵法,善晓地理。今领兵到,颇为劲敌。”维曰:“彼军远来,我休容他住脚,便可击之。”乃留张翼攻城,命夏侯霸引兵迎陈泰。维自引兵来迎邓艾。行不到五里,忽然东南一声炮响,鼓角震地,火光冲天。维纵马看时,只见周围皆是魏兵旗号。维大惊曰:“中邓艾之计矣!”遂传令教夏侯霸、张翼各弃狄道而退。于是蜀兵皆退于汉中。维自断后,只听得背后鼓声不绝,维退入剑阁之时,方知火鼓二十余处,皆虚设也。维收兵退屯于钟提。
结束语:
从理论角度出发,合理的焊接顺序可提高介质接触面的耐腐蚀性能,而实际操作的时候若工艺实施未妥善管控则可能后续焊层热输入过高反而会降低介质接触面的各项性能。综上,对于双相不锈钢服役于高腐蚀介质环境时,部分文献对当采用双面焊接时,推荐接触介质的一侧先焊。不过目前也还是存有一定争议的,如果一概而论的话可能造成误读。尤其是对于一些经验极其有限的读者而言,若无适当的取舍能力,有理解偏的可能。
錘鍜注:
双相不锈钢除了根据第一代,第二代,第三代的方式进行区分之外,还可以根据合金程度及耐点蚀当量进行区分,本文未进行深入描述;本文中提记得奥氏体-铁素体的体积分数比所用的50%-50%,40-60仅作为一个模糊的示例,实际上会有一定区间,本文未进行相关描述;
关于双相不锈钢中两相的作用,铁素体:提高屈服强度,耐氯化物腐蚀性能;奥氏体:提高韧性和耐一般腐蚀性能。铁素体过高奥氏体过低时会引起脆化,反之又会降低耐腐蚀性能。本文未进行深入描述;
以下,收集到的其他话题,与本文沾边,理论方面具有一定共性,就不在一一单独成文。
关于“双相不锈钢是否可采取水冷”这一话题,其涉及到的可能导致铁素体含量过高的机理也可参考本文;关于“双相不锈钢尽可能采用小的热输入”这一话题,可参考上一条;关于“双相不锈钢热输入大一些的话相比例较好”这一话题,其涉及到的冷却速度过慢而在热影响区可能形成粗大晶粒和氮化铬以及可能导致奥氏体体含量过高的机理也可参考本文;对于单面焊接而言,如小口径的管道。其打底焊缝与介质接触,这个时候的打底焊层及后续的两三层焊缝的焊接参数尤为主要,其涉及到的理论机理可参考本文;得知来自本公众号的文章被热心自媒体和网络平台转载发布,令作者深感荣幸。但也发现了作者信息丢失的现象而被冠以源于网络的情况。鉴于此,本公众号希望若文章内容被转载请进行声明来自微信公众号,作者:錘鍜,以及文中添加本公众号二维码如下。再次感谢支持和认可。







 咨询热线:022-66612027
咨询热线:022-66612027 电子邮箱: dingweipublic@163.com
电子邮箱: dingweipublic@163.com 联系方式:022-66612027
联系方式:022-66612027 公司地址:天津自贸试验区(中心商务区)恒富大厦北塔1-1-1902
公司地址:天津自贸试验区(中心商务区)恒富大厦北塔1-1-1902












